C. Pengkutuban Elektroda
1. Pengkutuban Langsung
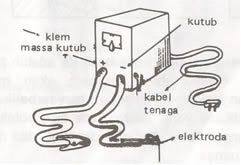
Pada pengkutuban langsung ini, kabel elektroda dipasang pada terminal negative (-) dan kabel massa pada terminal positif (+). Pengkutuban langsung sering disebutserkuit las listrik dengan elektroda negative (DC ¯ ).
2. Pengkutuban Terbalik
Untuk pengkutuban terbalik, kabel elektroda dipasang pada terminal positif dan kabel massa dipasang pada terminal negative. Pengkutuban terbalik sering disebut sirkuit las listrik elektroda positif (DC+).
1. Pengkutuban Langsung
Pada pengkutuban langsung ini, kabel elektroda dipasang pada terminal negative (-) dan kabel massa pada terminal positif (+). Pengkutuban langsung sering disebutserkuit las listrik dengan elektroda negative (DC ¯ ).

2. Pengkutuban Terbalik
Untuk pengkutuban terbalik, kabel elektroda dipasang pada terminal positif dan kabel massa dipasang pada terminal negative. Pengkutuban terbalik sering disebut sirkuit las listrik elektroda positif (DC+).
3. Pengaruh Pengkutuban Pada Hasil Las
Pemilihan jenis arus maupun pengkutuban pada pengelasan tergantung kepada :
a. Jenis bahan dasar yang akan dilas
b. Jenis elektroda yang dipergunakan

Pengaruh pengkutuban pada hasil las adalah pada penembusan lasnya. Pengkutuban langsung akan menghasilkan penembusan yang dangkal, pengkutuban terbalik akan menghasilkan penembusan yang dalam. Pada arus bolak-balik (AC), penembusan yang menghasilkan dapat dangkal dan dapat dalam, atau antara keduanya.
PERALATAN LAS LISTRIK
Peralatan las listrik ini terdiri dari :
a. Pesawat las,
b. Alat-alat bantu las,
c. Perlengkapan keselamatan kerja,
d. Elektroda.
A. Pesawat Las
Jika ditinjau dari arus yang ke luar, pesawat las dapat digolongkan menjadi :
1) Pesawat las arus bolak-balik (AC),
2) Pesawat las arus searah (DC),
3) Pesawat las arus bolak-balik dan searah (AC-DC), yang merupakan gabungan dari pesawat AC dan DC.
1) Pesawat Las Arus bBolak-Balik (AC)
Pesawat las jenis ini terdiri dari transformator yang dihubungkan dengan jala PLN atau dengan pembangkit listrik, motor disel, atau motor bensin. Kapasitas trafo biasanya 200 sampai 500 ampere. Sedangkan voltase (tegangan) yang ke luar dari pesawat trafo ini antara 36 sampai 70 volt, dan ini bervariasi menurut pabrik yang mengeluarkan pesawat las trafo ini. Gambar memperlihatkan salah satu jenis pesawat las transformator AC.
2) Pesawat Las Arus Searah (DC)
Pesawat ini dapat berupa pesawat tranformator rectifier, pembangkit listrik motor disel atau motor bensin, maupun pesawat pembangkit listrik yang digerakan oleh motor listrik digerakkan oleh motor listrik (motor generator).
3) Pesawat Las AC-DC
Pesawat las ini merupakan gabungan dari pesawat las arus bolak-balik dan arus searah. Dengan pesawat ini akn lebih banyak kemungkinan pemakainya karena arus yang keluar dapat searah maupun bolak-balik (AC-DC).
Pesawat las jenis ini mialnya tranformator rectifier maupun pembangkit listrik motor disel.
B. Alat-alat bantu Las
Pada pengelasan terdapat alat bantu yang terdiri dari :
1) Kabel las,
2) Pemegang elektroda,
3) Palu las,
4) Sikat kawat,
5) Klem masa,
6) Penjepit.
1. Kabel Las
Kabel las biasanya dibuat dari tembaga yang dipilin dan dibungkus dengan karet isolasi.
Yang disebut kabel las ada tiga macam, yaitu :
a. Kabel elektroda , yaitu kabel yang menghubungkan pesawat las dengan elektroda.
b. Kabel masa, yaitu yang menghubungkan pesawat las dengan benda kerja.
c. Kabel tenaga, yaitu kabel yang menghubungkan sumber tenaga atau jaringan lisrtik dengan pesawat las.
Tabel ukuran kabel las (mm²)

Tabel Ukuran kabel tenaga untuk 3 kabel konduktor

2. Pemegang Elektroda
Ujung yang berselaput dari elektroda dijepit dengan pemegang elektroda. Ini terdiri dari mulut penjepit dan pemegang yang dibungkus oleh bahan penyekat (biasanya dari embonit).
3. Palu Las
Palu ini digunakan untuk melepaskan dan mngeluarkan terak las pada jalur las dengan jalan memukulkan atau menggoreskan pada daerah las. Gunakanlah kaca mata terng pada waktu poembersihan terak, sebeb dapat memercikan pada mata.
4. Sikat Kawat
Sikat kawat digunakan untuk :
a. Membersihkan benda kerja yang akan dilas,
b. Membersihkan terak las yang sudah dilepas dari jalur las oleh pukulan palu las
5. Klem massa
Ini adalah alat untuk menghubungkan kabel masa ke benda kerja. Terbuat dari bahan yang menghantar dengan baik (tembaga). Klem masa dilengkapi dengan pegas yang kuat, yang dapat menjepit benda kerja dengan baik. Tempat yang dijepit harus bersih dari kotoran (karet, cat, minyak dan sebagainya).
6. Penjepit
Ini digubakan untuk memegang atau memindahkan benda kerja yang masih panas sehabis pengelaan.
C. Perlengkapan keselamatan Kerja
Pada perlengkapan keselamatan kerja terdiri dari :
1. Helm las (topeng las),
2. Tarung tangan
3. Baju las (apron)
4. Sepatu las
5. Kamar las
1. Helem Las (Topeng Las)
Gunanya untuk melindungi kulit muka dan mata dari sinar las (ultra violet dan infra merah).
Sinar las yang terang itu tidak boleh dilihat dengan mata langsung sampai jarak 15 meter.Kaca dari helem las atau topeng las adalah khusus yang dapat mengurangi sinar las tersebut. Dan melindungi kaca khusus tersebut dari percikan las, dipakailah kaca kaca bening pada bagian luarnya.
2. Sarung tangan
Dibuat dari kulit atau asbes lunak. Untuk memudahkan memegang pemegang elektroda. Pada waktu mengelas, sarung tangan ini selalu harus dipakai.
3. Baju Las (Apron)
Dibuat dari kulit atau asbes. Baju las yang lengkap dapat melindungi badan dan sebagaian kaki.
Untuk pengelasan posisi di atas kepala harus memakai baju las yang lengkap. Sedangkan pengelasan lainya cukup menggunakan apron.
4. Sepatu Las
Berguna untuk melindungi kaki dari semburan bunga api. Jika tidak ada sepatu las, pakailah sepatu biasa yang rapat, jangan sampai mudah kemasukan percikan bunga api.
5. Kamar Las
Kamar las dibuat dari bahan tahan api. Kamar las penting, yaitu agar orang yang ada di sekitar tidak terganggu oleh bahaya las.
Untuk mengeluarkan gas, sebaiknya kamar las dilengkapi dengan sistem ventilasi. Kamaar las dilengkapi dengan meja las yang bebas dari bahaya kebakaran. Di sekitar kamar las ditempatkan alat pemadam kebakaran dan pasir.






























{kind=link}