Tujuan utama Proses Manufacturing adalah untuk membuat komponen dengan mempergunakan material tertentu yang memenuhi persyaratan bentuk dan ukuran, serta struktur yang mampu melayani kondisi lingkungan tertentu.
Melihat faktor-faktor diatas maka faktor membuat suatu bentuk tertentu merupakan faktor utama. Ada beberapa metoda atau membuat geometri (bentuk dan ukuran) dari suatu bahan yang dikelompokan menjadi enam kelompok dasar proses pembuatan ( manufacturing proces) yaitu : proses pengecoran ( casting), proses pemesinan (machining), proses pembentukan logam (metal forming), proses pengelasan (welding), perlakuan panas (heat treatment), dan proses perlakuan untuk mengubah sifat karakteristik logam pada bagian permukaan logam (surface treatment).
1. Proses pengecoran (casting)
Suatu teknik pembuatan produk dimana logam dicairkan dalam tungku peleburan kemudian dituangkan kedalam rongga cetakan yang serupa dengan bentuk asli dari produk cor yang akan dibuat.
2. Proses pemesinan (machining)
Proses pemotongan logam disebut sebagai proses pemesinan adalah proses pembuatan dengan cara membuang material yang tidak diinginkan pada benda kerja sehingga diperoleh produk akhir dengan bentuk, ukuran, dan surface finish yang diinginkan.
3. Proses pembentukan logam (metal forming)
Proses metal forming adalah melakukan perubahan bentuk pada benda kerja dengan cara memberikan gaya luar sehingga terjadi deformasi plastis.
4. Proses pengelasan (welding)
Proses penyambungan dua bagian logam dengan jalan pencairan sebagian dari daerah yang akan disambung. Adanya pencairan dan pembekuan didaerah tersebut akan menyebabkan terjadinya ikatan sambungan.
5. Proses perlakuan panas (heat treatment)
Heat treatment adalah proses untuk meningkatkan kekuatan material dengan cara perlakuan panas.
6. Surface treatment
Proses surface treatment adalah proses perlakuan yang diterapkan untuk mengubah sifat karakteristik logam pada bagian permukaan logam dengan cara proses thermokimia, metal spraying.
Proses pemesinan atau lebih spesifik lagi proses pembuangan material (material removal proces), memberikan ketelitian yang sangat tinggi dan fleksibilitas (keluwesan) yang besar. Namun demikian proses ini cenderung menghasilkan sampah dari proses pembuangan material tersebut secara sia-sia.
Proses deformasi memanfaatkan sifat beberapa material ( biasanya logam ) yaitu kemampuannya “mengalir secara plastis “ pada keadaan padat tanpa merusak sifat-sifatnya. Dengan menggerakkan material secara sederhana ke bentuk yang kita inginkan ( sebagai lawan dari membuang bagian yang tidak diperlukan ), maka sedikit atau bahkan tidak ada material yang terbuang sia-sia.
Namun demikian biasanya gaya yang diperlukan cukup tinggi. Di samping itu, mesin-mesin dan perkakas yang diperlukan harganya mahal sehingga jumlah produksi yang besar merupakan alasan pokok untuk membenarkan pemilihan proses ini.
Kegunaan material logam dalam masyarakat modern ditentukan oleh mudah tidaknya material tersebut dibentuk (forming) kedalam bentuk yang bermanfaat. Hampir semua logam mengalami deformasi sampai pada tingkat tertentu selama proses pembuatannya menjadi produk akhir.
Ingat dalam proses pengecoran, strand dan slabs direduksi ukurannya dan diubah ke dalam bentuk-bentuk dasar seperti plates, sheet, dan rod. Bentuk-bentuk dasar ini kemudian mengalami proses deformasi lebih lanjut sehingga diperoleh kawat (wire) dan myriad ( berjenis – jenis) produk akhir yang dihasilkan melalui tempa (forging), ekstrusi, sheet metal forming dan sebagainya.
Deformasi yang diberikan dapat berupa aliran curah (bulk flow) dalam 3 dimensi, geser sederhana (simple shearing), tekuk sederhana atau gabungan (simple or compound bending) atau kombinasi dari beberapa jenis proses tersebut.
Tegangan yang diperlukan untuk mendapatkan deformasi tersebut dapat berupa tarikan (tension), tekan (compression), geseran (shear) atau kombinasi dari beberapa jenis tegangan tersebut. Kecepatan, temperature, toleransi, surface finish.
Kemampuan untuk menghasilkan berbagai bentuk dari lembaran logam datar dengan laju produksi yang tinggi merupakan merupakan kemajuan teknologi yang nyata. Peralihan dari proses pembentukan dengan tangan ke metode produksi besar – besaran menjadi faktor penting dalam meningkatan standar kehidupan selama periode tersebut.
Pada dasarnya, suatu bentuk dihasilkan dari bahan lembaran datar dengan cara peregangan dan penyusutan dimensi elemen volume pada tiga arah utama yang tegak lurus sesamanya. Bentuk yang diperoleh merupakan hasil penggabungan dari penyusutan dan peregangan lokal elemen volume tersebut. Usaha telah dilakukan untuk menggolongkan berbagai macam bentuk yang mungkin pada pembentukan logam menjadi beberapa kelompok tertentu, tergantung pada kontur produk – produk. Sachs membagi komponen – komponen lembaran logam menjadi 5 katagori.
1. Komponen lengkungan tunggal.
2. Komponen flens yang diberi kontur- termasuk komponen dengan flens rentang dan flens susut.
3. Bagian lengkung
4. Komponen ceruk dalam – termasuk cawan, kotak – kotak dengan dinding tegak atau miring
5. komponen ceruk dangkal – termasuk bentuk pinggan, galur (beaded), bentuk – bentuk timbul dan bentuk – bentuk berkerut.
Cara lain untuk menggolongkan proses pembentukan lembaran logam adalah dengan menggunakan operasi khusus seperti pelengkungan, pengguntingan, penarikan dalam, perentangan, pelurusan.
Perlu dicatat berbeda dengan proses deformasi pembentukan benda secara keseluruhan, pembentukan lembaran biasanya dilakukan dalam bidang lembaran itu sendiri oleh tegangan tarik. Gaya tekan pada bidang lembaran hendaknya dihindari karena ini akan menyebabkan terjadinya pelengkungan, pelipatan dan keriput pada lembaran tadi. Pada proses pembentukan lembaran, susut tebal hendaknya dihindarkan karena dapat terjadi penciutan dan akan kegagalan mengakibatkan kegagalan dalam proses pembuatan produk.
Proses pemesinan atau lebih spesifik lagi material removal process (proses pembuangan material), memberikan ketelitian yang sangat tinggi dan fleksibilitas (keuletan) yang besar.
Proses konsolidasi mampu membentuk benda yang kompleks dari komponen-komponen yang sederhana dan merupakan proses yang sangat umum dipakai.
Proses deformasi memanfaatkan sifat beberapa material yaitu kemampuannya mengalir secara plastis pada keadaan padat tanpa merusak sifat-sifatnya. Dengan manggerakan material secara sederhana ke bentuk yang di inginkan, maka sedikit atau bahkan tidak ada material yang terbuang sia-sia.
Dari proses pengecoran, stranda dan slabs direduksi ukurannya dan diubah kedalam bentuk-bentuk dasar seperti plates, sheets dan rod. Bentuk-bentuk dasar ini kemudian mengalami proses deformasi lebih lanjut sehingga diperoleh kawat (wire) dan myriad (berjenis-jenis) produk akhir yang dihasilkan melalui tempa (forging), ekstrusi, sheet metal forming dan sebagainya.
Deformasi yang diberikan dapat berupa aliran curah (bulk flow) dalam 3 dimensi. Geser sederhana , tekuk sederhana dan gabungan ataupun kombinasi dari beberapa jenis proses tersebut. Tegangan yang diperlukan untuk mendapatkan deformasi tersebut dapat berupa tarikan (tension), tekan (compression), geseran (shear) atau kombinasi dari beberapa jenis tegangan tersebut.
Pengertian deformasi elastis dan deformasi plastis
Secara makroskopis, deformasi dapat dilihat sebagai perubahan bentuk dan ukuran. Perubahan bentuk yang terjadi dapat di bedakan atas deformasi elastis dan deformasi plastis.
Meskipun hakekat proses pembentukan logam adalah mengusahkan deformasi plastis yang terkontrol, namun dalam berbagai hal pengaruh deformasi elastis cukup besar sehingga tidak dapat diabaikan begitu saja. Untuk itu perlu dibahas lebih dahulu pengertian deformasi elastis dan deformasi plastis.
Perubahan bentuk dapat dipisahkan menjadi dua, yaitu deformasi elastis dan defomasi plastis. Deformasi elastis adalah perubahan bentuk yang terjadi bila ada gaya yang berkerja, serta akan hilang bila beban ditiadakan. Dengan kata lain bila beban ditiadakan, maka benda akan kembali kebentuk dan ukuran semula. Di lain pihak, defomasi plastis adalah perubahan bentuk yang permanent, meskipun bebannya di hilangkan. Secara diagramatis menunjukan pengertian deformasi elastis dan deformasi plastis pada suatu diagram tegangan-regangan.
Bila suatu material dibebani sampai daerah plastis, maka perubahan betuk yang saat itu terjadi adalah gabungan antara deformasi elastis dengan deformasi plastis (penjumlahan ini sering juga disedut deformasi total). Bila beban-beban ditiadakan, maka deformasi elastis akan hilang pula, sehinga perubahaan bentuk yang ada hanyalah deformasi plastis saja.
Klasifikasi berdasarkan temperatur pengerjaan
Pengaruh temperatur terhadap proses-proses pembentukan adalah hal mengubah sifat-sifat dan prilaku material. Secara umum kenaikan temperatur akan mengakibatkan turunnya kekuatan material, naiknya keuletan dan turunnya laju pengerasan regangan yang mana perubahannya tersebut mengakibatkan kemudahan material untuk deformasi.
Berdasarkan temperatur material pada saat deformasi ini, proses pembentuka logam dapat diklasifikasikan menjadi dua kelompok besar, yaitu:
1. Pengerjaan panas (Hot working)
2. Pengerjaan dingin (Cold working)
Pada awalnya batasan kedua kelompok tersebut hanyalah didasarkan atas ada atau tidaknya proses pemanasan benda kerja. Namun bila ditinjau dari segi metalurgis, hal ini tidak sepenuhnya benar.
Batasan yang berlaku lebih umum adalah yang didasarkan pada temperatur rekristalisasi logam yang diproses. Hal ini memang berkaitan dengan ada atau tidaknya proses pelunakan selama proses berlangsung.
Proses pengerjaan panas
Pengerjaan panas adalah proses pembentukan logam yang mana proses deformasinya dilakukan dibawah kondisi temperatur dan laju regangan dimana proses rekritalisasi dan deformasi terjadi bersamaan.
Proses pengerjaan panas dapat didefinisikan sebagai proses pembentukan yang dilakukan pada daerah temperatur rekristalisasi logam yang diproses. (agar lebih singkat daerah tamperatur diatas temperatur rekristalisasi untuk selanjutnya disebut sebagai daerah temperatur tinggi). Dalam proses deformasi pada temperatur tinggi terjadi peritiwa pelunakan yang terus menerus, khususnya akibat terjadinya rekristalisasi. Akibat yang konkret ialah bahwa logam bersifat lunak pada temperatur tinggi. Kenyataan inilah yang membawa keuntungan-keuntungan pada proses pengerjaan panas. Yaitu bahwa deformasi yang diberikan kepada benda kerja dapat relative besar. Hal ini disebabkan karena sifat lunak dan sifat ulet, sehingga gaya pembentukan yang dibutuhkan relative kecil, serta benda kerja mampu menerima perubahaan bentuk yang besar tanpa retak. Karena itulah keuntungan proses pengerjaan panas biasanya digunakan pada proses-proses pembentukan primer yang dapat memberikan deformasi yang besar, misalnya: proses pengerolan panas, tempa dan ekstrusi.
Akibatnya adalah kurva tegangan – regangan sebenarnya secara garis besar berupa garis mendatar pada regangan diatas titik luluh. Hal ini merupakan perbadaan yang jelas apabila perbandingan dengan kurva tegangan – regangan sebenarnya yang naik keatas pada deformasi dibawah temperatur rekristalisasi. Dengan demikian proses pengerjaan panas secara drastis mampu mengubah bentuk material tanpa akan timbulnya retak pembentukan yang berlebihan.
Disamping itu, temperatur tinggi memacu proses difusi sehingga hal ini dapat menghilangkan ketidak homogenan kimiawi, pori-pori karena efek pengelasan dapat tertutup atau ukurannya berkurang selama derformasi berlangsung serta struktur metalurgi dapat diubah sehingga diperoleh sifat-sifat akhir yang lebih baik. Dilihat dari segi negatif, temperatur tinggi dapat mengakibatkan reaksi yang tidak dikehendaki antara benda kerja dengan lingkungannya.
Toleransi menjadi rendah sebagai akibat adanya penyusutan /pemuaian thermal ataupun akibat pendinginan yang tidak seragam. Secara metalurgis dapat terjadi sehingga ukuran butir produk akan bervariasi tergantung pada basar reduksi yang alami, temperatur deformasi yang terakhir, setelah doformasi dan faktor-faktor lainnya.
Keberhasilan dan kegagalan proses pengerjaan panas sering sangat tergantung pada keberhasilan mengatur kondisi termal, karena hampir 90% energi yang diberikan kepada benda kerja akan diubah menjadi panas maka temperatur benda kerja akan naik jika deformasi berlangsung sangat cepat. Meskipun demikian, pada umumnya pemanasan benda kerja dipanaskan pada temperature yang lebih rendah.
Panas banda kerja hilang melalui permukaan-permukaannya dan panas paling besar melalui permukaan yang bersentuhan dengan dies yang bertemperatur lebih rendah begitu permukaan benda kerja menjadi dingin ketidak seragaman temperatur akan terjadi. Adanya aliran benda kerja yang panas dan lunak pada bagian dalam akan mengakibatkan retakan pada permukaan benda kerja yang dinging dan getas. Oleh kerena itu temperatur benda kerja perlu dijaga agar kesseragam mungkin.
Guna mendapatkan toleransi produk yang lebih baik maka temperatur dies dinaikan dan waktu kontak yang lebih lama (kecepatan deformasi yang lebih rendah). Namun dengan cara seperti ini juga akan semakin memperpendek umur dies. Pada saat memproses forming produk yamg bentuknya rumit, seperti pada hot forging, bagian tipis akan mendingin lebih cepat dari pada bagian yang tebal sehingga hal ini akan semakin memperumit perilaku aliran benda kerja. Lebih jauh lagi ketidak seragaman pendinginan benda karja akan menimbulkan tegangan sisa pada produk akhir hasil proses hot working
Proses pengerjaan dingin
Proses pengrjaan dingin didefinisikan sebagai proses pambantukan yang dilakukan pada daerah temperatur dibawah temperatur rekristalisasi. Dalam praktek memang pada umumnya pangerjaan dingin dilakukan pada temperatur kamar, atau dengan lain perkataan tanpa pemanasan benda kerja.
Agar lebih singkat, untuk selanjutnya daerah temperatur dibawah temperature rekristalisasi disebut saja sebagai daerah temperatur rendah. Pada kondisi ini pada logam yang diderformasi terjadi peristiwa pengrasan regangan. Logam akan bersifat makin keras dan makin kuat tetapi makin getas bila mengalami deformasi. Hal ini menyebabkan relatif kecil deformasi yang dapat diberikan pada proses pengerjaan dingin. Bila dipaksakan adanya suatu perubahan bentuk yang besar, maka benda kerja akan retak akibat sifat getasnya.
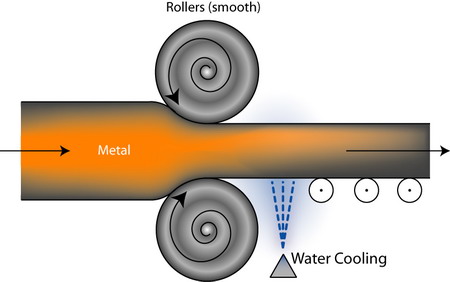
Meskipun demikian, proses pengerjaan dingin tetap menempati kedudukan yang khas, dalam rangkaian proses pengerjaan. Langakah deformasi yang awal biasanya adalah pada temperature tinggi, misalnya proses pengerolan panas. Billet ataupun slab di rol panas menjadi bentuk yang lebih tipis, misalnya pelat. Pada tahapan tersebut deformasi yang dapat diberikan adalah relatif besar. Namun proses pengerolan panas ini tidak dapat dilanjukan pada pelat yang relative lebih tipis. Memang mungkin saja suatu gulungan pelat dipanaskan terlebih dahulu pada tungku sampai temperaturnya melewati temperatur rekristalisasi. Akan tetapi bila pelat tersebut dirol, maka temperaturnya akan cepat turun sampai dibawah temperatur rekristalisasi. Hal ini disebabkan oleh besarnya panas yang berpindah dari pelat ke sekitarnya. Pelat yang tipis akan lebih cepat mengalami penurunan temperatur dari pada pelat yang tebal.
Dari uraian tersebut jelaslah behwa proses deformasi yang dapat dilakukan pada benda kerja yang luas permukaan spesifiknya besar hanyalah proses pengerjaan dingin. Beberapa contohnya adalah proses pembuatan pelat tipis dengan pengerolan dingin, proses pembuatan kawat dengan proses panarikan (wire drawing), serta seluruh proses pembentukan terhadap pelat (sheet metal forming).
Keunggulan proses pengerjaan dingin adalah kondisi permukaan benda kerja yang lebih baik dari pada yang diproses dengan pengerjaan panas. Hal ini disebabkan oleh tidak adanya proses pemanasan yang dapat menimbulkan kerak pada permukaan.
Keunggulan lainya ialah kekerasa dan kekuatan logam sebagai akibat pengerjaan dingin. Namun hal ini diikuti pula oleh suatu kerugian, yaitu makin getasnya logam yang dideformasi dingin.
Sifat-sifat logam dapat diubah dengan proses perlakuan panas (heat treatment). Perubahan sifat menjadi keras dan getas akibat deformasi dapat dilunakan dan diuletkan kembali dengan proses anil (annealing).
Ditinjau dari segi proses pembuatan (manufacturing), proses pengerjaan dingin mempunyai sejumlah kelebihan yang jelas sehingga bebagai Jenis proses pengerjaan dingin menjadi sangat penting dalam kehidupan sehari-hari. Apabila dibandingkan dengan proses pengerjaan panas maka proses pengerjaan dingin mempunyai beberapa keuntungan, yaitu:
Tidak perlu pemanasan
Permukaan akhir lebih baik
Pengaturan dimensi lebih bisa terkendali, sehingga walaupun ada sangat sedikit sekali proses pemesinan lanjut
Produk yang dihasilkan mempunyai reproducibility (mammpu diproduksi kembali dengan kualitas yang sama) interchangeability (mampu tukar) yang lebih baik
Kekuatan, kekuatan lelah (fatigue strength) dan ketahanan ausnya lebih baik
Sifat-sifat terarah (directional properties) dapat dimunculkan
Masalah kotaminasi dapat dikurangi
Adapun kerugianya adalah
Diperlukan gaya yang besar untuk melakukan deformasi
Perlu peralatan yang berat dan berdaya besar
Produk menjadi kurang ulet
logam harus bersih dan bebas kerak
Terjadi pengeras regangan (strain hardening) sehingga perlu poses pelunakan (annealing) antara proses bila digunakan proses deformasi
Rusaknya directional properties
Timbulnya tegangan sisa
Dari fakta-fakta diatas seperti yang telah dipaparkan diatas. Terlihat bahwa proses pengerjaan dingin khusus cocok untuk produksi dalam jumlah yang banyak, dimana kuantitas produk dapat mengimbangi ongkos peralatan yang mahal.
Cocok tidaknya logam diproses pambentukan dingin ditentukan olah sifat-sifat tariknya yang mana hal ini langsung berkaitan dengan struktur metalurginya. Dengan penjelasan yang sama maka proses pengerjaan dingin akan mengubah sifat material pada produk yang dihasilkan. Defomasi plastis pada suatu logam hanya dapat terjadi jika batas elastis logam dilewati.
Proses pengerjaan hangat (Warm Forming)
Proses pengerjaan hangat merupakan proses pembentukan logam dimana temperatur deformasinya terletak diantara temparatur proses pengerjaan panas dan pengerjaan dingin. Apabila dibandingkan dengan proses pengerjaan dingin, proses pengerjaan hangat menawarkan beberapa keuntungan, yaitu turunya gaya pada perkakas dan peralatan, menaikan keuletan material serta dapat menurunkan jumlah proses pelunakan (annealing) karena turunnya efek pengerasan regangan. Proses pengerjaan hangat memperluas kemungkinan penggunaan proses forming untuk bebagai jenis material dan berbagai bentuk dan ukuran.
Apabila dibandingkan dengan proses pengerjaan panas, maka pengerjaan hangat melakukan sedikit lebih energi (enargi untuk pelumasan benda kerja), metalurgi pembentukan kerak (scaling) dan dekarburisasi, memberikan ketelitian, pengaturan deminsi dan surface finish yang lebih baik. Umur pahat menjadi lebih panjang, meskipun gaya pembentukan 25÷60% lebih besar, kejutan thermal dan fatigue termal yang lebih kecil.
Meskipun demikian pengerjaan hangat masih merupakan bidang yang sedang dan terus berkambang, meskipun ada beberapa kendala yang menghambat pertumbuhannya, kendala-kendala tersebut antara lain adalah perilaku material belum ter karakteristik dengan baik pada kondisi temperatur pengerjaan hangat, pelumasan belum sepenuhnya dikembangkan untuk kondisi temperatur dan tekanan operasi working dan teknologi perancangan dies untuk pengerjaan hangat belum begitu mapan. Namun demikian dorongan akan perlunya penghematan energi dan keuntungan-keuntungan lain yang ditawarkan oleh proses ini sangat mendorong pengembangan lebih lanjut.


















{kind=link}