Pendahuluan
Latar Belakang
Kebutuhan logam ternyata
tidak hanya sebatas benda dengan permukaan rata. Kebutuhan akan logam juga
berkembang pesat seiring dengan teknologi yang mendukungnya. Sekarang kita bisa
menghasilkan benda logam dalam bentuk apaun tanpa harus mengalami proses
penenmpaan.
Pada zaman dahulu untuk menhasilkan logam yang berbentuk
rumit maka benda haruslah di panaskan dan dipukul sebagaimana proses penempaan
pada umumnya. Namun seiring kemajuan zaman tuntutan akan kebutuhan logam
semakin meningkat dan atas tuntutan itulah kini telah tercipta tungku-tungku
pelebur besi yang menhasilkan suhu diatas 1500 °C.
Penggunaan dapur induksi
di industri pengecoran logam dewasa ini telah semakin berkembang. Hal ini
terutama karena tanur induksi menjanjikan beberapa kelebihan antara lain:
- Hasil peleburan bersih.
- Mudah dalam
mengatur/mengendalikan temperatur.
- Komposisi cairan homogen.
- Efisiensi penggunaan energi
panas tinggi.
- Dapat digunakan untuk melebur
berbagai jenis material.
Namun demikian terdapat
pula hambatan/kendala yang perlu diperhatikan yaitu:
· Infestasi biaya beban
tetap yang cukup besar menuntut loading yang tinggi.
· Biaya operasi yang besar
menuntut tingkat kegagalan yang rendah.
· Dibutuhkan operator
maupun teknisi berpengalaman dalam mengoperasikannya.
· Tingkat bahaya besar,
mengingat tanur ini menggunakan enerji listrik yang sangat besar.
· Biaya perawatan besar.
Dengan demikian walaupun
tanur induksi menjanjikan banyak keuntungan namun menuntut perlakuan dan
pengoperasian yang benar, meliputi:
·
Keterampilan operator.
·
Penggunaan bahan baku dengan spesifikasi jelas.
·
Preventive maintenance yang intensiv.
Sejarah Singkat
Sejarah peleburan logam
telah dimulai kurang lebih sejak 4000 SM, yaitu sejak manusia mengenal cara
mencairkan logam dan membuat cetakan perhiasan dari emas atau perak tempaan
yang berkembang untuk pembuatan senjata atau peralatan pertania.
Dengan
ditemukannya teknik peleburan dan cetakan tembaga cair maka mulailah terjadi
perkembangan teknik peleburan logam campuran seperti perunggu.
Sejalan
dengan ditemukannya teknik tanur datar dan tuntutan kebutuhan peralatan sesuai
dengan kondisi jaman saat itu, peleburan logam mulai banyak digunakan oleh
bangs-bangsa di sekitar laut tengah, dari Yunani hingga ke India. Walaupun
demikian baru pada abad 14 teknik peleburan dilakukan secara besar-besaran oleh
Jerman dan Italia menemukan tanur tiup berbentuk silinder sebagai pengganti
tanur datar. Teknik peleburan ini dilakukan dengan meletakkan biji besi dan
arang batu secara bergantian kemudain dituangkan secara langsung logam cair
yang didapat dari bii besi ke dalam cetakan. Produksi yang dihasilkan adalah
tungku, pipa, meriam dan pelurunya.
Peleburan
ini semakin pesat dengan ditemukannya kokas di Inggris pada abad ke 18,
kemudaian oleh Prancis kokas ini dikembangkan untuk dapat mencairkan kembali
besi kasar dalam tanut kecil seperti tanur cupola yang saat ini banyak
digunakan.Dengan penemuan tanur ini, produk-produk logam lain juga telah
dihasilkan seperti produk baja dari besi kasar pada abad ke 19.
Prinsip proses peleburan
dengan dapur induksi.
Dapur induksi bekerja
dengan prinsip transformator dengan kumparan primer dialiri arus AC dari sumber
tenaga dan kumparan sekunder. Kumparan sekunder yang diletakkan didalam medan
mahnit kumparan primer akan menghasilkan arus induksi. Berbeda dengan
transformator, kumparan sekunder digantikan oleh bahan baku peleburan serta
dirancang sedemikian rupa agar arus induksi tersebut berubah menjadi panas yang
sanggup mencairkannya.
Dapur
induksi mempunyai prinsip transformator yaitu arus bolak-balik dapat
ditransformatorkan atau dapat mengubah tenaga arus bolak-balik dari tekanan
yang tinggi ke tekanan yang rendah dengan arus yang tinggi. Dapur induksi
mempergunakan tiga kumparan dengan mempergunakan arus berputar. Inti tidak
dipergunakan pada dapur ini dan sebagai ganti inti dipergunakan cairan baja.
Dapur ini mengunakan arus liar yang kuat yang dialirkan ke dalam cairan baja
untuk dirubah menjadi panas, sehingga panas yang dihasilkan dapat digunakan
untuk melebur baja. Kesukaran yang timbul dalam menggunakan dapur adalah
merubah frekuensi tinggi menjadi frekuensi terbatas atau rendah. Lilitan primer
terbuat dari tembaga yang dibuat berlubang untuk aliran air pendingin.
Sesuai dengan frekuensi
kerja yang digunakan, tanur induksi dikatagorikan sebagai tanur induksi
frekuensi jala-jala (50 Hz – 60 Hz) dengan kapasitas lebur diatas 1 ton/jam dan
tanur induksi frekuensi menengah (150 Hz – 10000 Hz) untuk tanur dengan
kapasitas lebur rendah.
Frekuensi jala-jala pada
tanur induksi frekuensi menengah diubah terlebih dahulu dengan menggunakan
thyristor menjadi freukensi yang lebih tinggi sebelum dialirkan kekumparan
primer.
Skema tanur induksi
frekuensi menengah.
Secara umum dapur
induksi terdiri dari 2 jenis yaitu:
- dapur induksi jenis saluran,
yang digunakan sebagai holding furnace (hanya berfungsi untuk menahan
temperatur cairan agar tidak turun).
- dapur induksi jenis krus, yang
digunakan sebagai tanur peleburan.
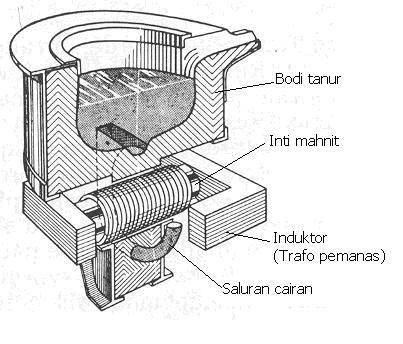
Prinsip pemanasan tanur
induksi jenis saluran2.
Pemanasan hanya
dilakukan pada bagian saluran cairan. Bahan cair yang panas akan bergerak
keatas, sedangkan bahan cair yang dinggin bergerak kebawah mengisi saluran.
Dengan demikian cairan didalam tanur akan mengalami sirkulasi.
Potongan melintang tanur
induksi jenis saluran2.
Prinsip pemanasan dapur
induksi jenis krus2.
Potongan melintang tanur
induksi jenis krus2.
Tanur induksi jenis krus
dikonstruksi sedemikian rupa disesuaikan dengan ukuran dan jenis bahan yang
dilebur, sehingga terdapat tanur induksi frekuensi jala-jala, tanur induksi
frekuensi menengah dan tanur induksi frekuensi tinggi.
Daerah kerja frekuensi
terhadap kapasitas muat tanur2.
Hal penting yang harus
diperhatikan dalam memilih frekuensi kerja tanur induksi adalah hubungannya
dengan ukuran minimum bahan baku yang dapat ditembus oleh frekuensi tersebut,
sebagai berikut:
dimana:
δ = kedalaman
penetrasi elektromagnetik [m].
K = Konstanta bahan
baku.
f = Frekuensi kerja
[Hz].
Ukuran minimum bahan
baku yang dapat dilebur tanpa bantuan cairan adalah:
D = 3,5 x δ
Oleh Brown Bovery Co.
ditabelkan sebagai berikut.
Dimensi minimum bahan
baku [mm]
Dengan demikian bahan
baku peleburan pada tanur induksi dengan frekuensi kerja terpasang yang
memiliki dimensi lebih kecil dari harga yang tertulis pada tabel diatas, harus
dilebur dengan bantuan sisa cairan didalam tanur.
Pada tanur induksi
frekuensi jala-jala (50 Hz), mengingat dimensi bahan baku minimumnya sedemikian
besar, maka peleburan pertama selalu dimulai dengan bahan berukuran besar
sebagai starting-block serta selalu disisakan sekurang-kurangnya 1/3 cairan
didalam tanur untuk membantu proses peleburan berikutnya.
Akibat dari adanya arus
induksi yang terus menerus mengalir didalam cairan maka akan terjadi pergerakan
cairan yang disebut sebagai stirring. Kualitas dan kuantitas stirring
ditentukan oleh tinggi atau rendahnya frekuensi kerja dan jumlah fasa listrik
yang digunakan.
Stirring pada 1 fasa (a)
dan 3 fasa (b).
Sedangkan frekuensi
kerja yang semakin rendah akan mengakibatkan stirring secara kualitatif menjadi
semakin besar namun kuantitatif sedikit sehingga akan muncull sebagai gejolak
cairan. Frekuensi kerja yang semakin tinggi akan mengakibatkan stirring yang
terjadi kecil namun merata disetiap bagian dari cairan, sehingga cairan akan
tampak lebih tenang.
Cara kerja dapur induksi sebagai
berikut.
Pertama sekali dilakukan pengisian
dapur dengan baja rongsokan setelah terlebih dahulu dipilih dan diketahui
campuran unsur-unsurnya karena pada waktu proses berlangsung sangat sukar untuk
mengadakan analisa kimianya disebabkan proses didalam dapur waktunya sangat
pendek 20 menit. Setelah bahan-bahan dimasukkan arus listrik frekuensi tinggi
mengalir ke lililtan primer sehingga didapat arus liar yang kuat dan seterusnya
dialirkan kemuatan/ bahan yang akan menimbulkan panas karena tahanan di dalam
dapur. Panas yang timbul di dalam dapur digunakan untuk melebur logam dan
setelah terjadi pencairan di dalam dapur, pemanasan tetap dilakukan sampai pada
temperatur yang diinginkan untuk pengeluaran baja yang diproses yang digunakan
untuk dioksida cairan baja. Sewaktu pencairan baja terjadi terak cair dan
bahan-bahan non metal berada disebelah atas (timbul ke bagian atas cairan) dan
terak cair dan non metal cair yang timbul ke atas dikeluarkan dari dalam dapur.
Di dalam dapur ini terak cair tidak dapat diyakini (tidak sempurna) menutupi
cairan sehingga kemungkinan dapat timbul oksidasi pada cairan. Untuk mencegah
terjadinya oksidasi pada cairan baja didalam dapur, maka pada permukaan cairan
dimasukkan gas reduksi. Setelah proses di dalam dapur selesai, maka baja cair
dikeluarkan dari dalam dapur yang ditampung oleh ladel untuk dibawa ke tempat
penyelesaian selanjutnya.
Penuangan Logam Cair
Cairan
logam yang dikeluarkan dari tanur diterima dalam ladel dan dituangkan ke dalam
cetakan. Ladel mempunyai irisan berupa lingkaran dimana diameternya hampir sama
dengan tingginya. Untuk coran besar dipergunakan ladel jenis penyumbat seperti
pada gambar, sedangkan untuk coran kecil dipergunakan jenis ladel yang dapat
dimiringkan.
Ladel
dilapisi oleh bata samot atau bata tahan api agalmatolit yang mempunyai pori
pori kecil, penyusutan kecil dan homogen. Nozel dibuat cukup panjang agar
membentuk tumpahan yang halus tanpa cipratan. Ladel harus dikeringkan lebih
dahulu oleh burner minyak residu sebelum dipakai.
Dalam
proses penuangan diperlukan pengaturan temperatur penuangan, kecepatan
penuangan dan cara-cara penuangan. Temperatur penuangan berubah menurut kadar
karbon dalam cairan baja . Kecepatan penuangan yang rendah menyebabkan ke
cairan yang buruk, kandungan gas, oksidasi karena udara, dan ketelitian
permukaan yang buruk.
Cara
penuangan secara kasar digolongkan menjadi dua yaitu penuangan atas dan
penuangan bawah. Penuangan bawah memberikan kecepatan naik yang kecil dari
cairan baja dengan aliran yang tenang. Penuangan atas menyebabkan kecepatan
tuang yang tinggi dan menghasilkan permukaan kasar karena cipratan. Daripada
itu dalam hal penuangan atas, laju penuangan harus rendah pada permulaan dan
kemudian dinaikkan secara perlahan-lahan. Dalam penempatan nozel harus
diusahakan agar tidak boleh menyentuh cetakan.
Proses peleburan dengan
tanur induksi akan semakin efisien bila menggunakan bahan baku yang masif
(berukuran besar) dan kompak. Keuntungan yang diperoleh dari bahan masif
adalah:
1. Bahan yang dilewati oleh
medan induksi lebih banyak sehingga menghasilkan enerji panas yang lebih besar.
2. Permukaan bahan yang
bersentuhan dengan udara sedikit sehingga mengurangi efek oksidasi.
3. Bahan homogen dengan
komposisi yang serupa sehingga mengurangi faktor kesalahan peramuan.
4. Mengurangi kemungkinan
bahan asing dan kotoran ikut terbawa pada saat pemuatan sehingga lebih dapat
menjamin pencapaian komposisi yang dikehendaki serta mengurangi terak ataupun
bahaya-bahaya lain yang ditimbulkannya.
Ketersediaan cairan
didalam tanur juga akan dapat meningkatkan kecepatan peleburan. Maka dalam hal
pemuatan bahan kedalam tanur indsuksi berlaku urutan sebagai berikut:
Tanur induksi frekuensi
jala-jala:
1. Sarting blok untuk awal
peleburan.
2. Sisa cairan, yaitu 1/3
dari kapasitas tanur untuk peleburan lanjutan.
3. Besi kasar.
4. Bahan daur ulang.
5. Besi bekas.
6. Baja bekas.
7. Carburisher (bersama
baja bekas).
8. Bahan paduan, dimana
padfuan dengan kehilangan terbakar (melting loss) tinggi dimuatkan paling
akhir.
Poin 1 merupakan
tuntutan wajib bagi tanur induksi frekuensi jaringan, sebab tanpa starting
block proses peleburan tidak dapat berlangsung. Sedangkan poin 2 adalah upaya
untuk meningkatkan efisiensi enerji peleburan. Poin 3 sampai 8 merupakan urutan
prioritas bila bahan-bahan tersebut digunakan.
Tanur induksi frekuensi
menengah dan tinggi:
1. Sarting blok untuk awal
peleburan (bila tersedia).
2. Besi kasar.
3. Bahan daur ulang.
4. Besi bekas.
5. Baja bekas.
6. Carburisher (bersama
baja bekas).
7. Bahan paduan, dimana
padfuan dengan kehilangan terbakar (melting loss) tinggi dimuatkan paling
akhir.
Poin 1 lebih baik
dilakukan walaupun tanpa sarting blok proses peleburan dengan tanur induksi
frekuensi menengah sampai tinggi tetap dapat dilakukan. Sedangkan poin 2 sampai
7 merupakan urutan prioritas bila bahan-bahan tersebut digunakan.
Kesimpulan
1. Tanur induksi digunakan
pada proses peleburan besi, baja cor dan sedikit nonferro.
2. Enerji peleburan
diperoleh dari bahan bakar listrik.
3. Tanur induksi terdiri
dari dua jenis yaitu jenis saluran (untuk proses penahanan temperatur) dan jenis
krus (untuk proses peleburan).
4. Ukuran bahan baku sangat
ditentukan oleh frekuensi kerja tanur induksi.
5. Kualitas peleburan
sangat ditentukan oleh lining tanur induksi.
6. Efisiensi peleburan akan
naik bila bahan baku yang digunakan berukuran besar dan masif (kompak).





.jpg)














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}